|
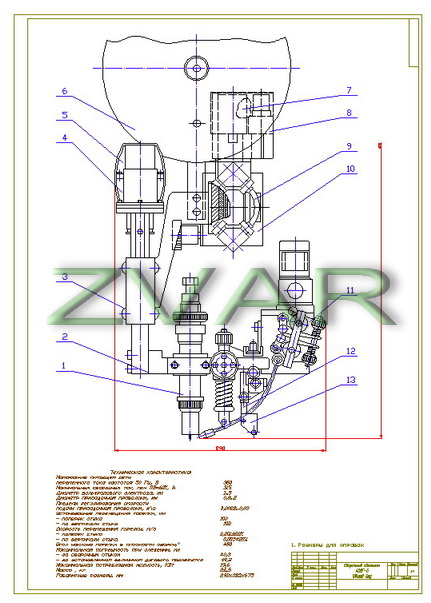
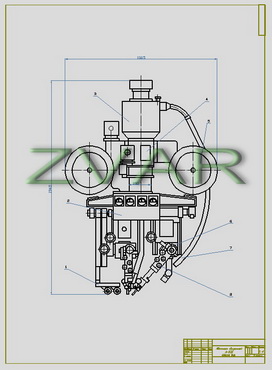
Сварочный автомат А-384 МК состоит из следующих
частей:
- сварочной головки;
- аппаратура для подачи флюсна,
крепится на сварочной головке;
- самоходной каретки, предназначенной для перемещения
сварочной
головки со скоростью сварки;
- шкафа управления, в котором размещена электрическая
аппаратура
автомата;
- источника питания дуги с пологопадающей или жесткой характеристкой.
В комплект сварочной головки входят:
механизм подачи электродной проволоки 1, правильный механизм 2, сменные мундштуки
3 для сварки проволокой или наплавки лентой, катушки для проволоки или ленты 4,
подвеска с механизмом подъема штанги 5, поперечный корректор 6, флюсовый бункер
7, пульт управления 8.
Механизм подачи электродной проволоки состоит
из электродвигателя переменного тока, редуктора и подающих роликов. Скорость подачи проволоки устанавливается
путем подбора нужной пары сменных шестерен редуктора.
Правильный механизм с закрепленным на нем мундштуком
обеспечи
вает правку проволоки, подвод сварочного тока
к электроду и направление электрода в зону сварки под нужным углом (±
30°).
Сварочная головка закрепляется на самоходной
каретке 9 . Каретка предназначена для перемещения
сварочной головки вдоль разделки шва или вдоль оси наплавляемого валика
со скоростью сварки. Механизм перемещения каретки аналогичен механизму подачи электродной
проволоки, оборудован муфтой сцепления и при соответствующем подборесменных шестерен позволяет изменять скорость
сварки в пределах от 13,5 м/ч до 112 м/ч.
Стоимость
заказа
чертежа по e-mail 25 WMU/25 грн. (100 WMR)
|