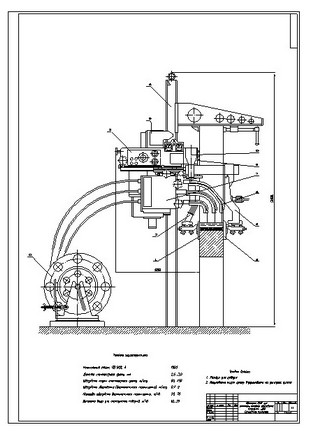
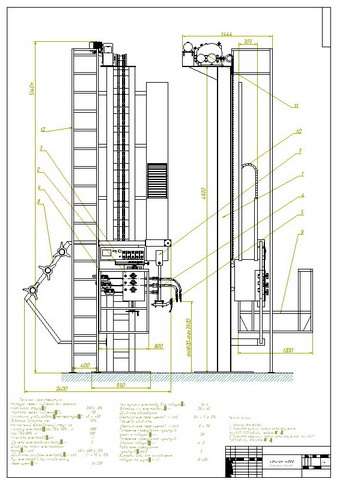
- Чертеж сварочного автомата А-1551 (чертеж №23)Сварочный автомат А-1551 предназначен для автоматической приварки патрубков |
|
|
|
Данная установка представляет собой двухэлектродный сварочный автомат с вращающейся головкой. Геометрической особенностью сварочных швов, которыми привариваются штуцера и патрубки есть то, что они розположены не на плоскости, а на цилиндрической поверхности , соответственно представляют собою сложную пространственную кривую. Поэтому в конструкции установки предусмотрен специальный копир, с помощью которого электроди повтаряют кривизну циліндрической поверхности. Слежение за кривизной осуществляется системой плавающей головки,опирающейся, при вращении на копир, поверхность которого идеинтична цилиндрической поверхности изделия, а ось кривизны паралельна оси барабана. Стоимость заказа чертежа по e-mail 25 WMU/25 грн. (100 WMR) |